با این توضیحات مشخص میشود که برای هر سایز استاتور ( قطر داخلی آن) باید یک فولی کش ساخته شود.
اقلام مورد نیاز:
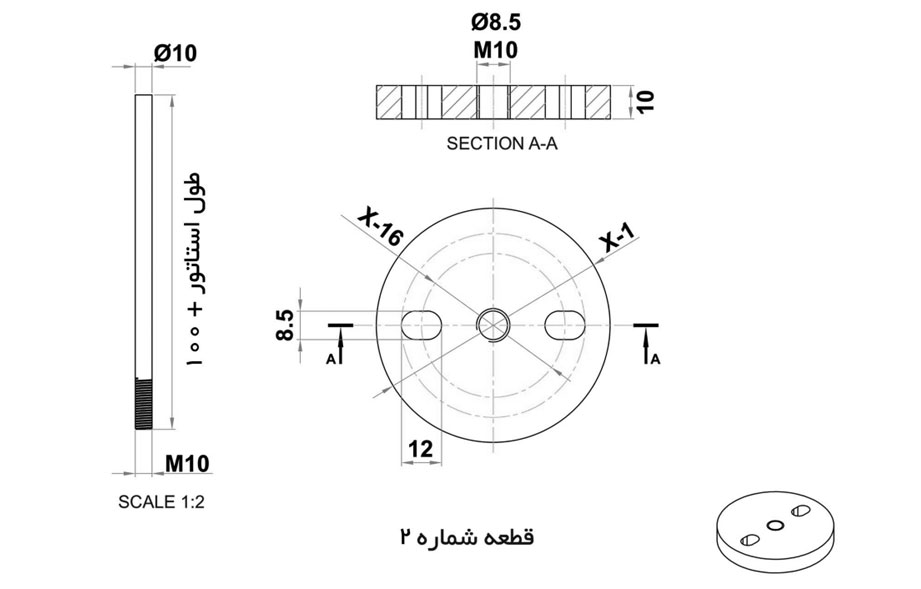
- پولکی آهن به ابعاد نقشه (شماره ۲).
- پولکی فولاد از جنس 200 mo40-vcn . 150 or با ابعاد نقشه، لازم است یادآور شویم که از اقسام دیگر فولاد نیز میتوان استفاده کرد ولی ممکن است سختی زیاد مانع بدست آوردن نتیجه مناسب گردد.
- میلگرد آهنی به قطر 1-Y به طول پوسته موتور
- پیچ ۱۰ بلند یا پیچ متری ۱۰ به ابعاد 100mm+ طول استاتور
روش ساخت:
- پولکی آهنی تهیه شده را که باید حداقل 3mm الی 5mm بزرگتر از سایز X باشد به ضخامت حداقل 20mm تهیه و طبق نقشه شماره ۲ ماشینکاری می نمائیم.
لازم است توجه نمائیم که آکس سوراخهای داده شده در هر مثال بر اساس استاتور (X=70) می باشد که به ازای قطعات با طول بیشتر و یا کمتر یا قطرهای متفاوت, قطعا تغییر خواهد داشت.
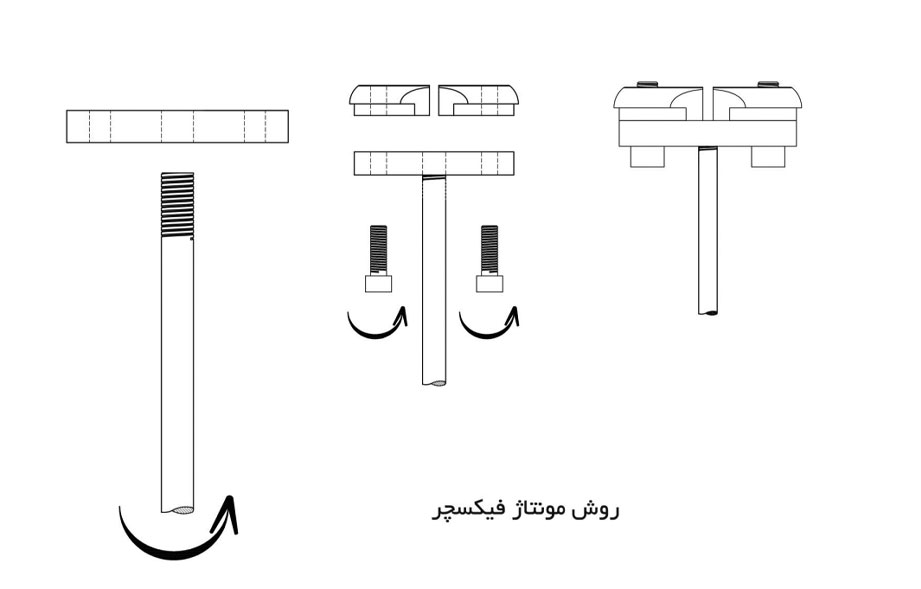
کار این قطعه راهنمایی حرکت فیکسچر در راستای سوراخ وسط استاتور می باشد. - میله یا پیچ متری (دسته) این قطعه حکم دسته نگهدارنده فیکسچر را دارد و حتی در صورت اطمینان از عملکرد مجموعه می تواند حذف و به جای آن از یک میله یا حتی دسته چکش و یا پیچ گوشتی بلند استفاده نمود. ولی استفاده از آن توصیه نمیگردد و بهتر است که توسط یک مهره اضافه در قسمت پشت پولکی آهنی بسته شده تا حالت قفل پیدا کرده و دیگر باز نشود. ( شکل ۲ )
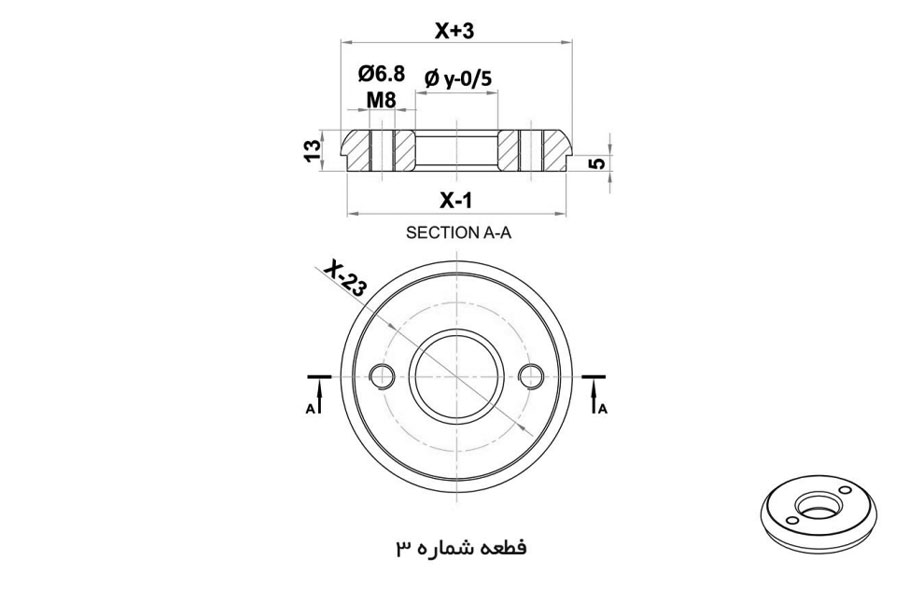
ناخن اصلی (مرحله ۱): کار اصلی خارج کردن استاتور از داخل پوسته بر عهده این قطعه می باشد، به همین لحاظ باید از جنس سخت تری ساخته شود . (فولاد 40 vcn-150-200 – MO) تهیه این قطعه ۲ مرحله دارد که ابتدا باید طبق نقشه شماره ۳ آن را ماشینکاری و کامل نمود ابعاد قطری داده شده در نقشه مهم بوده و باید تمام ابعاد طبق نقشه ۳ ماشینکاری گردد.
ناخن اصلی (مرحله ۲) : در این مرحله مطابق با ابعاد داده شده در نقشه و با در نظر گرفتن جهات مشخص شده توسط سنگ فرز ابتدا کناره های قطعه به ابعاد داده شده سنگ زده میشود و سپس از وسط به ضخامت 4mm برش کاری میگردد. طبق نقشه (۴)
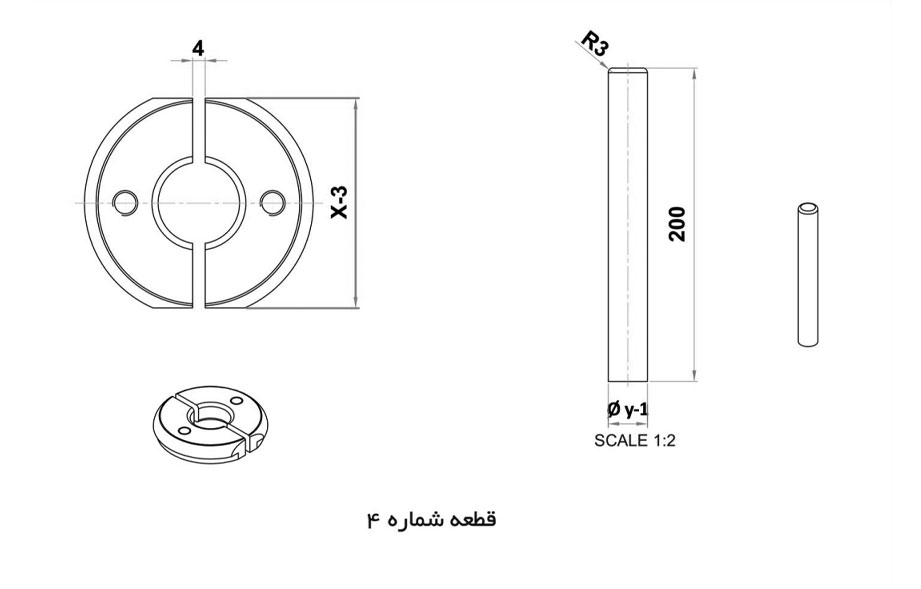



برای کنترل صحت عملیات انجام گرفته باید پس از چسباندن دو قطعه یکدیگر قطر تمامی نقاط آن از عدد × کوچکتر باشد یا به عبارت دیگر هنگام جازدن امکان وارد شدن به داخل استاتور را داشته باشد، در غیر اینصورت گیر کرده و داخل استاتور نمی رود.
5.میله پرس: در این مرحله میله پرس را آماده می نمائیم. حداقل ابعاد این قطعه باید 1-ØY قطر باشد. در صورتی که سایز سوراخ وسط پوسته سایز غیر متعارف بود جهت تهیه شفت پرس میتوان از نزدیکترین سایز مشخص استفاده نمود. مثال: سوراخ وسط پوسته y=23٫5 حال می توان شفت مربوطه را Ø20 در نظر گرفته و سوراخ وسط ناخنها را هنگام تراشکاری مرحله | عدد Ø20٫5 ماشینکاری کرد، تا شفت پرس بتواند در وسط آن قرار گیرد.
مونتاژ کردن فیکسچر:
) ابتدا دسته Ø10 تهیه شده را روی صفحه راهنمای آماده شده میبندیم و توسط مهره دسته را به صفحه قفل میکنیم تا موقع استفاده باز نشود.
توسط ۲ عدد پیچ الن 25*8 مطابق با شکل ۵ ناخنها را نیز روی صفحه راهنما نصب می کنیم. در این مرحله و قبل از بستن پیچها کمی زیر ناخنها و ما بین ناخن و صفحه را با گریس آغشته می کنیم تا به راحتی روی هم بلغزند و سفتی پیچها باید به حدی باشد که دو قطعه به راحتی روی هم حرکت نمایند و در عین حال
لق هم نزنند. (مطابق شکل زیر):